








Formákat kínálunk különféle iparágak számára, beleértve az autógyártást, a katonai és az építőipari ágazatokat, amelyek innováción és szakértelemen keresztül globális versenyképességet tesznek lehetővé.
Otthon / Hír / Ipari hírek / Öntőformák alapvető útmutató: Teljes folyamat a tervezéstől az öntvényig
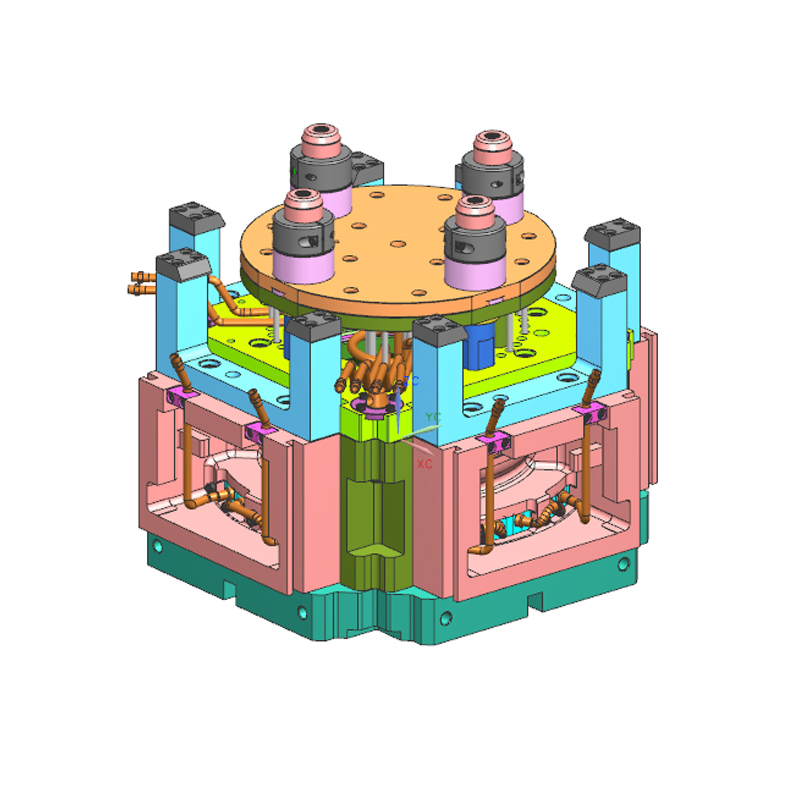
Öntőformák alapvető útmutató: Teljes folyamat a tervezéstől az öntvényig
I. A Öntőformák
Különbségek a casting és az öntőformák között
Casting: Arra utal, hogy az olvadt fém vagy más anyagok penészbe öntése, lehetővé téve, hogy lehűljön, megszilárduljon és formáljon.
Penész: Az öntéshez használt szerszám. Meghatározza a végtermék alakját, szerkezetét és felületi minőségét.
Közös penésztípusok
Homok penész: A leggyakoribb és leggyakoribb, olcsó, nagy alkatrészekre alkalmas, de korlátozott pontossággal.
Állandó penész: Általában fémből, újrafelhasználható és tömegtermelésre alkalmas.
Kerámia penész: magas hőmérsékleten ellenálló és precíziós alkatrészekhez alkalmas.
Gipszeraj: komplex szerkezetekhez, de alacsony szilárdsággal és rövid élettartammal.
3D nyomtatási penész: Az adalékanyag-gyártást használja a gyors prototípus készítéséhez, és alkalmas prototípus-készítésre és kis tételű gyártásra.
Alkalmazások
Ipari: Motor alkatrészek, repülőgép -turbina pengék.
Fogyasztási termékek: Mobiltelefon -tokok, fém kiegészítők.
Kézműves: szobrok, ékszerek.
2. Tervezési szakasz
A formatervezés az első lépés, amely meghatározza az öntőformának sikerét vagy kudarcát.
Tervezés előtti megfontolások
Termék geometria: Minél bonyolultabb a termék, annál bonyolultabb a penészszerkezet.
Méretek és toleranciák: A penésznek lehetővé kell tennie a zsugorodást, hogy a hűtés utáni deformációt kompenzálja.
Anyagtulajdonságok: A különböző fémek eltérő áramlási tulajdonságokkal és zsugorodási sebességgel rendelkeznek.
Penésztervező szoftver
CAD (számítógépes segítségnyújtás): létrehoz egy 3D penészmodellt.
CAM (számítógéppel támogatott gyártás): megmunkálási útvonalakat generál.
CAE (számítógépes támogatás): Szimulálja a fémáramlás és megszilárdulási folyamatokat, hogy előre megjósolja a hibákat.
Kapu, emelők és hűtőrendszer kialakítása
Kapurendszer: Biztosítja az olvadt fém zökkenőmentes kitöltését és elkerüli a turbulenciát.
RISERS: Biztosítson zsugorodási kompenzációt az castinghoz és csökkentse a zsugorodási hibákat.
Hűtési rendszer: A megszilárdulási sebesség szabályozása és megakadályozza a deformációt.
Közös tervezési hibák:
Nem megfelelő kapu helyzet → megnövekedett porozitás
Egyenetlen hűtés → deformáció és repedések
Elégtelen modell méretezés → Dimenziós hibák
3. Anyagválasztás
Forma anyag összehasonlítás
Homok: olcsó, de durva felülete van. Fém (acél, öntöttvas): tartós és nagy termelési mennyiségekre alkalmas.
Gipsz: olcsó, nagy részletességű szaporodás, de rossz hőállóság.
Kerámia: Magas hőmérséklet-ellenállás, nagy pontosságú, csúcskategóriás alkatrészekhez alkalmas.
Gyanta/polimer: A gyors prototípus készítéséhez alkalmas.
Válasszon a casting anyag alapján:
Alumíniumötvözet → fém vagy homokformát
Acél → kerámia penész
Réz, sárgaréz → gipszöntő
Költség vs. tartósság kompromisszuma:
Kis tételek → Eldobható homokformák vagy gipszformák lehetségesek
Nagy tételek → Állandó fémformák ajánlottak
4. Gyártási folyamat
Hagyományos módszerek:
Homok penészkészítése: A mintát homokba nyomják, és egy kötőanyagot adunk hozzá, hogy a penészüreg.
Fémréteg -gyártás: Az öntőformákat kovácsolás, őrlés és fordulás révén hozzák létre.
Modern módszerek:
CNC megmunkálás: A CNC gépek nagy pontosságú penész alkatrészeket tudnak előállítani.
3D -s nyomtatási formák: Gyorsan hozzon létre komplex penészüregeket, különösen a próbatermeléshez.
Felszíni kezelés: A bevonatok (például grafit és alumínium -oxid) megakadályozzák a fém ragasztását.
A hőkezelés javítja a penészkeménységet és a kopásállóságot.
5. öntés és öntés
Olvadás és öntés
A zárványok elkerülése érdekében ellenőrizze az olvadt fém hőmérsékletét és összetételét.
Fenntartja a folyamatos öntési folyamatot a turbulencia és a porozitás elkerülése érdekében.
Hőmérsékleti szabályozás
Túlságosan magas → Csökkentse a penész élettartamát és növelje a porozitást.
Túlságosan alacsony → gyenge fém folyékonyság és elégtelen töltelék.
Hűtés és megszilárdulás
Az egységes hűtés csökkenti a belső feszültségeket.
Az irányított megszilárdulás elősegíti a sűrű szerkezetet.
6. Demoling és utófeldolgozás
Bántalmazás
A homokformák esetében törje közvetlenül az öntőformát az öntvény eltávolításához.
A fémformákhoz használjon mechanikus kidobót vagy légnyomást.
Castingtisztítás
Távolítsa el a kaput és a felszállást.
Az őrlés és a homokfúvás javítja a felületet.
A hőkezelés javítja a mechanikai tulajdonságokat.
Ellenőrzés és minőség -ellenőrzés
Röntgenfelvétel: Detektálja a belső porozitást vagy a zsugorodást.
Ultrahangos ellenőrzés: Ellenőrizze a repedéseket.
Koordináta mérése: Ellenőrizze a dimenziós pontosságot.
7. Általános problémák és megoldások
Zsugorodás: Nem megfelelő emelkedő kialakítás → Növelje a emelőket, vagy váltson az irányított megszilárdulásra.
Fújás: Túlzott öntési sebesség és rossz szellőzés → Optimalizálja az öntési rendszert.
Repedések: egyenetlen hűtés → Javítsa a hűtőrendszert, vagy melegítse elő a penészét.
Rövid penész élettartam: Súlyos penész kopás → Felszíni edzés vagy váltás hőálló acélformákra.
8. Az öntőformák leadása jövőbeli trendei
Intelligens formák
A beépített érzékelők figyelemmel kísérik a hőmérsékletet és a nyomást, valós idejű visszajelzést adva az öntési állapotról.
Zöld öntvény
Használjon újrahasznosítható penész anyagokat a homokhulladék csökkentésére.
Alacsony energiájú olvadás és nem mérgező kötőanyagok.
Digitalizálás és 3D nyomtatás
A digitális iker technológia szimulálja a teljes folyamatot, csökkentve a próba- és hibaköltségeket.
A fém 3D -s nyomtatás közvetlenül formákat vagy öntvényeket hoz létre, a fejlesztési ciklusok lerövidítését.
Előző bejegyzés
Hogyan lehetne javítani a kerék hub termelési hatékonyságát az alacsony nyomású öntőformák révén?
Következő bejegyzés
A végső útmutató a szerkezeti alkatrészek öntőformákhoz: tervezés, anyagok és alkalmazások
Kapcsolódó termékek
A globális versenyképesség megerősítése
-

No.30 Jinlong Road, Industrial Function Zone, Huangze Town, Shengzhou, Shaoxing City, Zhejiang tartomány, Kína
-

+86-15356852630
+86-0575-89308739 -

+86-0575-83509158
Copyright © Zhejiang Xinfeng Machinery Co., Ltd. All Rights Reserved.
